
Die Blisterverpackung ist ein vorgeformtes Plastik / Papier / Folienpaket, das zur Herstellung fester Medikamente verwendet wird.Der Hauptbestandteil der Blisterpackung ist die Hohlräume oder die Beutel aus thermoplastischem Kunststoff.Dies ist in der Regel mit Pappe oder Alufolie oder Kunststofffolie bedeckt.
|
Spezifikation der Produkte |
|
|
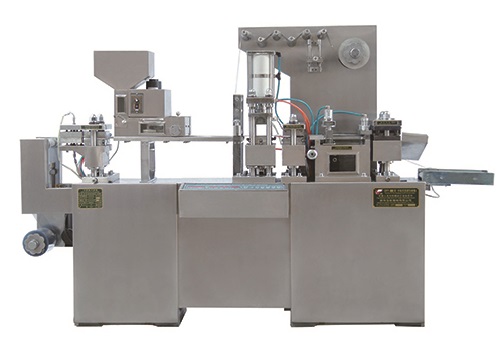
Name des Produkts |
DPP-140F Pille Blisterpackung Maschine |
|
Häufigkeit des Auftretens |
25-50 times/min für Alu-pvc |
|
Max. Formbereich |
260*140*20mm |
|
Max. Formtiefe |
20mm (Sondergröße kann angepasst werden) |
|
Verpackung Material |
PVC/PVDC/PET: 260*0.25 (0.15-0.5)mm PTPAlu-Foil: 260*0.02-0.03mm |
|
Größe der Maschine |
4200* 650*1640mm |
|
Gewicht der Maschine |
1500Kg |
Das grüne Anzeigelicht leuchtet, wenn die Leistung eingeschaltet ist, und auch die beiden Home-Heizknöpfe der Oberseite und auch die niedrigere Erstellung sowie die warme Sicherung werden speziell auf die "ON" Einstellung ausgerichtet.Der Arbeitstisch ist zuerst, der Temperaturregler steuert die sich entwickelnde Temperatur, sowie der voreingestellte Temperaturpegel ist 90C „ Match730;“ bzw. 100C „ Match730;“ bzw.Der Regler ist hitzeversiegelt, und auch der Temperaturpegel ist auf 120C §7300C; hinten und vorne programmiert, und auch die vorprogrammierte Temperatur des Umforms und auch der Wärmedichtungstemperatur wird entsprechend bestimmten Situationen festgelegt.
Den Pressblock auf die Futterrolle herunternehmen, die Temperatur der Umformwärmeplatte bleibt bestehen, und dann den Wirt aktivieren.Das Kunststoff PVC wird zunächst entwickelt.Das erschaffende Okular entspricht der Lochstellung der Wärmesicherung Schimmel und Mehltau.Denken Sie daran, dass die Hitzesicherung Schimmel und Mehltau Basis verwendet den Deal, um die Wärmesicherung Schimmel zu drücken, um das leichte Gewicht Aluminiumfolie drücken. Aluminium-Folie wird zum Boxen antreiben.Beobachten Sie, ob sich der Kunststoff (die PVC-Oberfläche der Gerätetafel beschrieben) nach links und rechts verändert hat.Wenn es eine Abweichung gibt, richten Sie die Startrollenbasis ein, um die Startrichtung zu ändern.
Wenn sich die leichtgewichtige Alufolie hin und her zerstreut, kann das flexible Handrad der Lenkrolle nach unten gewechselt werden.Wenn sowohl die Vorder- als auch die hintere Diskrepanz justiert werden können, kann der Schrank verlegt werden.
Nachdem die Wärmedichtung und -stanzen regelmäßig erfolgt, öffnen Sie den Feeder-Verschluss richtig, um sicherzustellen, dass die Medikamente (Tabletten, Pillen, Zuckerüberzug) in einer angemessenen Menge in den Speisesaal gelangen.Wenn auf Bits ein Prozentsatz fehlt, kann er per Hand geladen werden.Die ersten Vorsichtsmaßnahmen bei der Auffüllung der Teile: Rollendruckwalze Bewegende Hände und auch Haken brechen das leichte Gewicht Aluminiumfolie.Darüber hinaus erreicht die sich entwickelnde Öse die Seite der Streßwalze, und es mangelt an Korn.Zwingen Sie ihn nicht zu tanken.Die Bohrung ist nicht aktiviert.Wenn das Arzneimittel erzeugt wird, wird die Synchronisation viel ernster beeinflusst.Schnell, wenn die Aluminiumfolie auf der klebrigen Form und dem Mehltau versiegelt wird, muss sie von einem Set-Maker verarbeitet werden.
Durch die Zunahme des Medikamentengewichts unterscheiden sich die geringe Zugkraft der Aluminiumfolie und auch die fortschreitende Änderung der Gerätetemperatur, und auch die Formgebung sowie die Wärmesicherung können synchron, führen oder verzögern.Überprüfen Sie zunächst, ob Kunststoff-PVC und Aluminiumfolie beschattet sind und nutzen Sie anschließend den Bordfeinwerkungsmechanismus zur Neujustierung.Das Feinmodifizierungssystem justiert die Form und den Mehltau sowohl rückwärts als auch rückwärts, wegen der Einstelldistanz oder der Vorder- und Rückseite der Box.Es muss daher vor dem Start bis zum Fortschritt und auch umgekehrt in eine neutrale Platzierung gesetzt werden.Es kann zusätzlich durch die Aktivität der Frontbox angepasst werden.Nach entsprechender Bewegung sollte der Bereich direkt nach dem Warten auf mehr als zehn Variationen sein, also nicht, wenn er nicht fertig ist.Zufällige Anpassungen.
Die Wärme, die eine hohe Qualität der Aluminiumfolie (gleichbleibende Haftung, Geschmeidigkeit sowie Monotonie) gewährleistet, zeigt sich durch die Temperatur oder den Druck sowie durch die Ebenheit der Druckplatte.Wenn es eine unzureichende Warmdichtung gibt, ist die Temperatur im Allgemeinen geeignet, typischerweise wird der Temperaturpegel etwas reduziert, und auch die Temperatur wird eingestellt.
Offset des Boxens, ausgeglichen mit Reduktionsmuster, verlassen und auch bewegen Sie die Hand-Einstellbox Körper, und auch die Form kann neu justiert und auch verschoben werden.
Im alltäglichen Verfahrenswissen müssen Sie das Rahmenprinzip der für das Verfahren vorgesehenen Ausrüstung anerkennen.Die Rolle des Wagenpols wird von der Webcam angetrieben, der Auf- und Abwärtstakt, die Einstellung der Deckvorlage wird behandelt, sowie die Blisterpackung ist in einem schlechten Zustand.Nehmen Sie zur Kenntnis, wie sich die untere sich entwickelnde Düse oder Wärmesicherung entwickelt.In der oberen Mitte, ziehen Sie die Spaltenusse fest.Wenn Sie sich nicht konzentrieren, ist es sehr einfach zu zerlegen, und auch die Rollennadel des Wagenhebers klemmt.













